
Heute jedoch verwendet man das "Ultraschall-Hohlraumbildungsprinzip" womit oxydierte Oberflächen auf einfache Art gereinigt und Oxydationen entfernt werden - und zwar ohne Flussmittel ! In Verbindung mit CERASOLZER (einer speziellen Lotlegierung) repräsentiert das kompakte Ultraschall Lötsystem eine bahnbrechende Neuheit in der Technologie des Verbindens von Glas, Keramik und schwerlötbaren Metallen wie Aluminium, rostfreien Stahl usw.
Jegliches Reinigen nach dem Lötvorgang wird überflüssig. Es handelt sich um ein absolut umweltfreundliches Konzept.
Metalle
• Titan (Ti)
• Germanium (Ge)
• Aluminium (Al)
• Wolfram (W)
• Tantal (Ta)
• Niob (Nb)
• Silizium (Si)
• Molybdän (Mo)
• Gold (Au)
• Chrom (Cr)
• Zirkonium (Zr)
• Nickel (Ni)
• Magnesium (Mg)
• Zink (Zn)
• Zinn (Sn)
• Silber (Ag)
• Kupfer (Cu)
• Blei (Pb)
• Beryllium (Be)
• Ruthenium (Ru)
• Stähle, rostfreie Stähle
• Supraleiter (z.B. Niob)
• Metalloxyde (Magnesiumoxyd, Aluminiumoxyd, Titanoxyd)
• Halbleiter
• Gesinterte Magnete
• Legierungen aus sämtlichen oben erwähnten Metallen
Glas / Keramik / Metallische Gläser
• Solarzellen (Beschichtetes Glas)
• Pyrex
• CERAN
• Optische Gläser
• Mica
• Flüssigkristall-Displays
• Glas (Kieselglas, Kristallglas, Quarzglas, Kalknatronglas, Borsilikatglas, Bleiglas usw.)
• Keramik-Hybrid Substraten
• Silizium Karbid
• Forsterit
• Zirkon



1. Verbindungsverfahren
Bei der Beschichtung von Glas, Keramik und Metalloxyden mit CERASOLZER ist es erforderlich bei Anwendung von Reibung einen völligen Kontakt zwischen dem CERASOLZER und dem Schichtträger aufrechtzuerhalten, um Bläschen, die in der Randzone zwischen Oberfläche des Schichtträgers und des geschmolzenen CERASOLZER vorhanden sind, zu beseitigen. Diese Anforderungen werden praktisch am wirksamsten mit der Anwendung von Ultraschallschwingungen erfüllt. Wenn zum Beispiel dieses Verfahren auf eine mit CERASOLZER beschichtete durchsichtige Glasplatte angewendet wird, bildet sich ein vollkommener Kontakt zwischen dem CERASOLZER und dem Schichträger und gibt der Randzone die Erscheinung einer sogenannten Spiegelfläche.
Die Ultraschallverbindung mit CERASOLZER kann mit den folgenden drei Verfahren durchgeführt werden:
Zweistufiges-Verfahren
CERASOLZER wird mit der Nase einer besonderen Ultraschallspitze (wie bei einem Handlötkolben) zugeführt und auf Glas, Keramik oder Metalloxyde aufgetragen. Die Metallarmaturen wie Zuleitungsdrähte usw. werden dann auf die Oberfläche des CERASOLZER bei Anwendung eines normalen Lötmittels angelötet. Dieses Verfahren eignet sich zur Herstellung luftdichter Abdichtungen und zum Anbringen grosser Metallarmaturen, Zuleitungen usw.
Einstufiges-Verfahren
Während CERASOLZER in einem Schlitz zwischen Metall und Glas oder Keramik bzw. Metalloxyd geschichtet ist, werden direkt auf Metall Ultraschallschwingungen aufgelegt. Die Verbindung findet innerhalb einer kurzen Zeit statt. Dieses Verfahren ist für das Verbinden einer Zuleitung an eine Anzeigetafel oder ein Widerstandsbauelement angemessen.
Tauch-Verfahren
CERASOLZER wird in einem mit Ultraschallvibrator ausgestattenen Tiegel geschmolzen. Während sich die Oberfläche des geschmolzenen CERASOLZER durch die Ultraschallschwingungen wellenartig bewegt, wird das Probestück eingetaucht. Dieses Verfahren ist gut geeignet die ganze Oberfläche mit CERASOLZER zu beschichten.
Bei Verbindungsvorgängen mit CERASOLZER ist es besonders wichtig die Oberfläche des Schichtträgers - Glas, Keramik, Metalloxyde usw. - von Ölen, Fetten usw. sauber zu halten. Diese Sauberkeit hat auf das Haftungsvermögen des CERASOLZER einen entscheidenden Einfluss.
2. Mechanismus der Adhäsion
Obwohl es ziemlich schwierig ist die Art und Weise auf die CERASOLZER an Materialien haftet vollkommen zu erklären, kann der Mechanismus qualitativ folgendermassen aufgefasst werden:
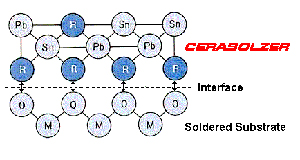
Pb = Blei
R= Metalloxyde (Bestandteil von CERASOLZER)
O = Sauerstoff
M = zu lötendes Material (z.B. Quarzglas SiO2)
Wird daher der Sauerstoff durch Ersatz der Geräte umgebenen Luft mit einem inerten Gas, wie z.B. Stickstoff vollkommen eliminiert, verliert das CERASOLZER sein Haftvermögen. Experimentell wurde festgestellt, dass die kritische Sauerstoffkonzentration für das Haftvermögen etwa 2% beträgt.